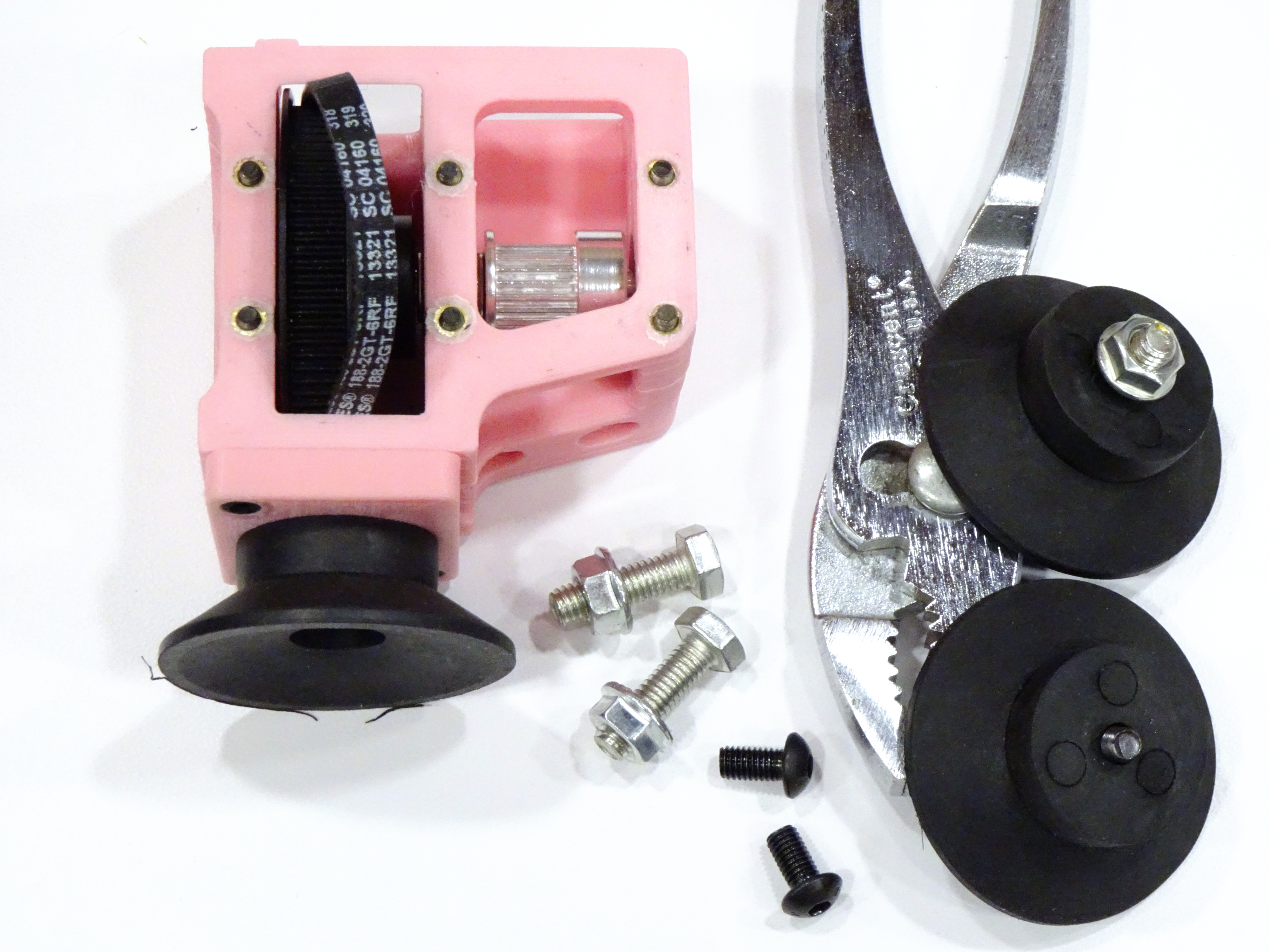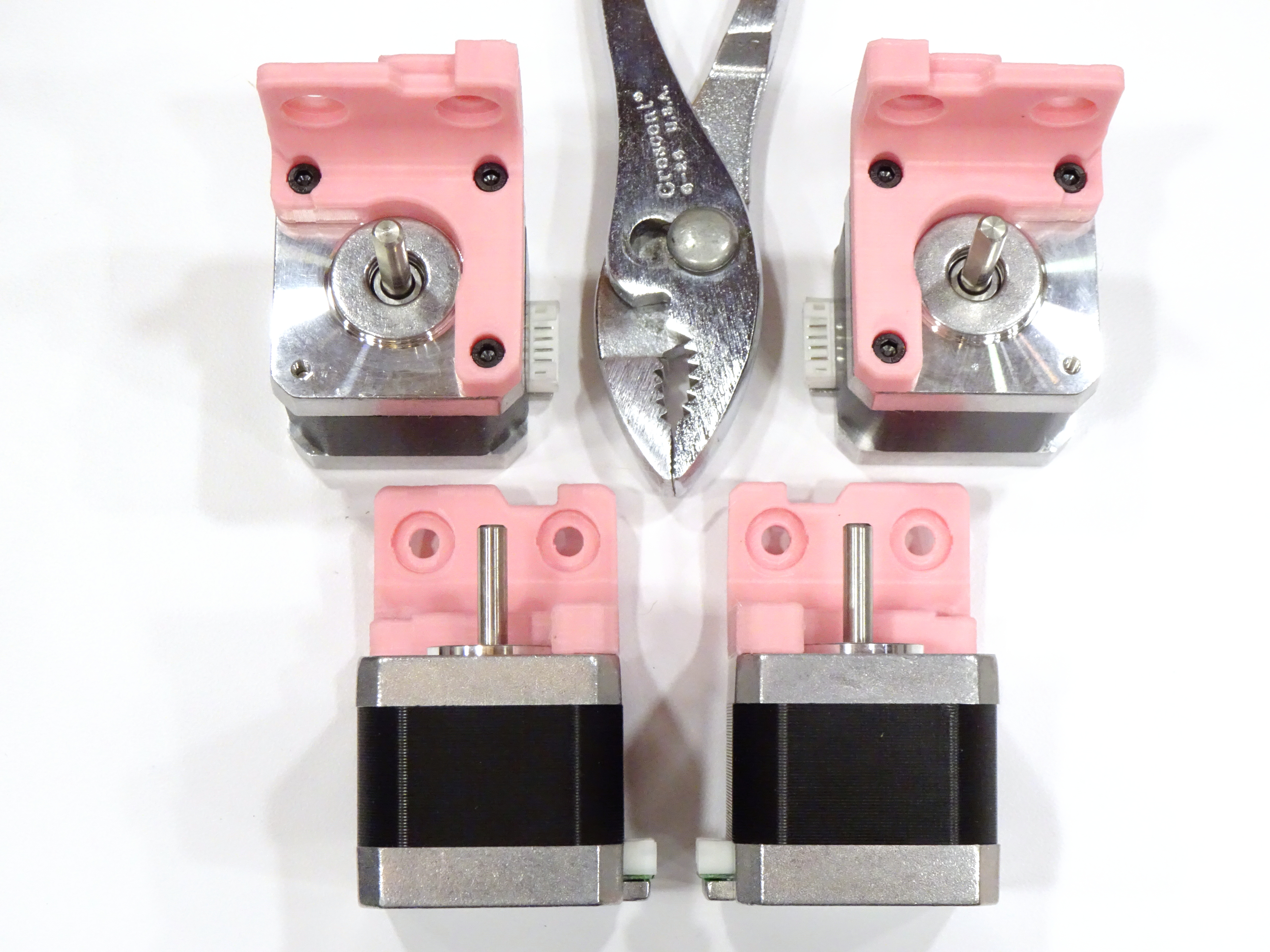
The Z motor mounts have been revised (shown here) since the assembly manual was prepared (not shown here).
The assembly manual shows, but doesn’t emphasize, that each motor’s cable connection needs to face as shown here relative to the mount or the cables will be unhappy later.
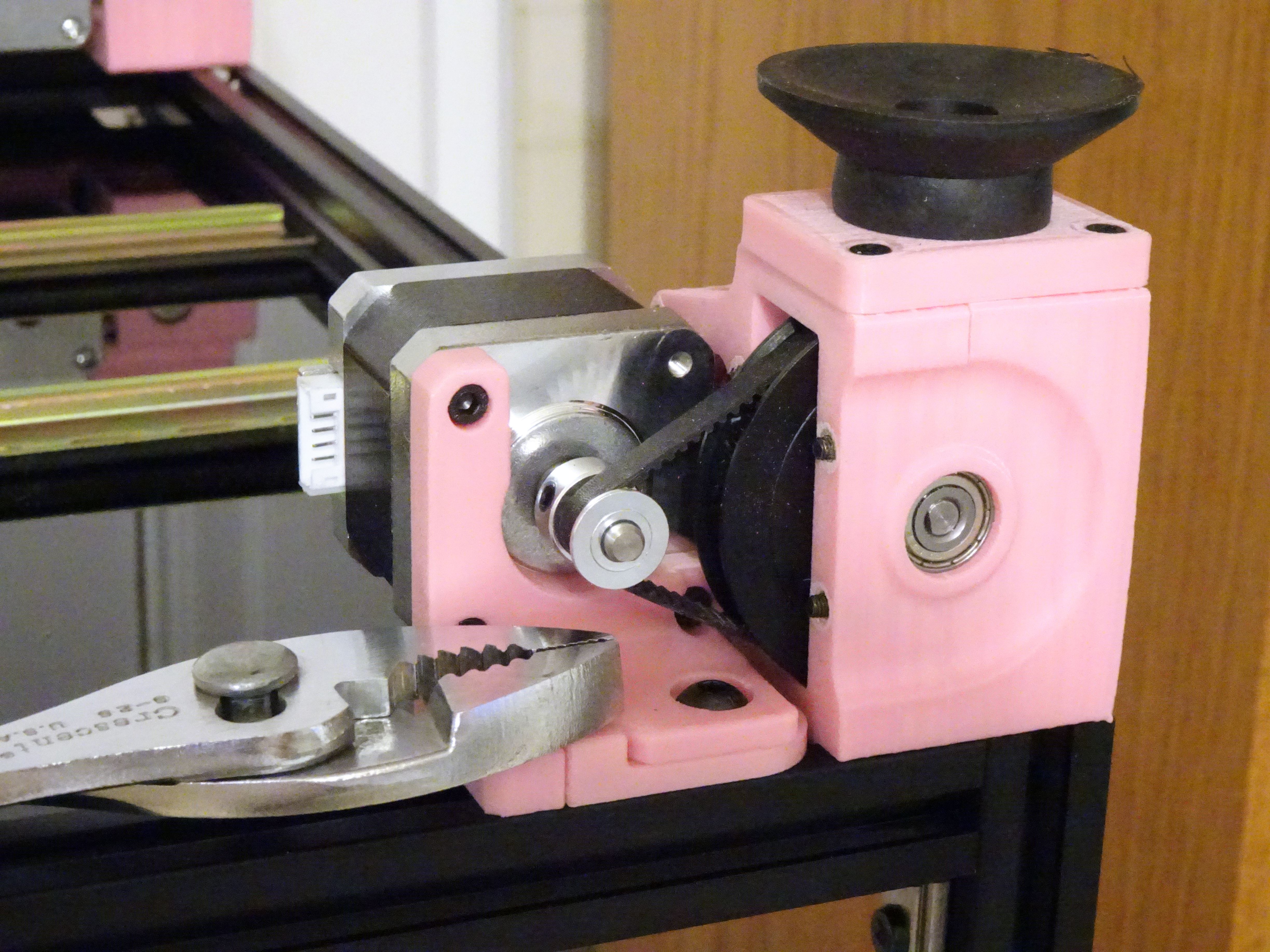
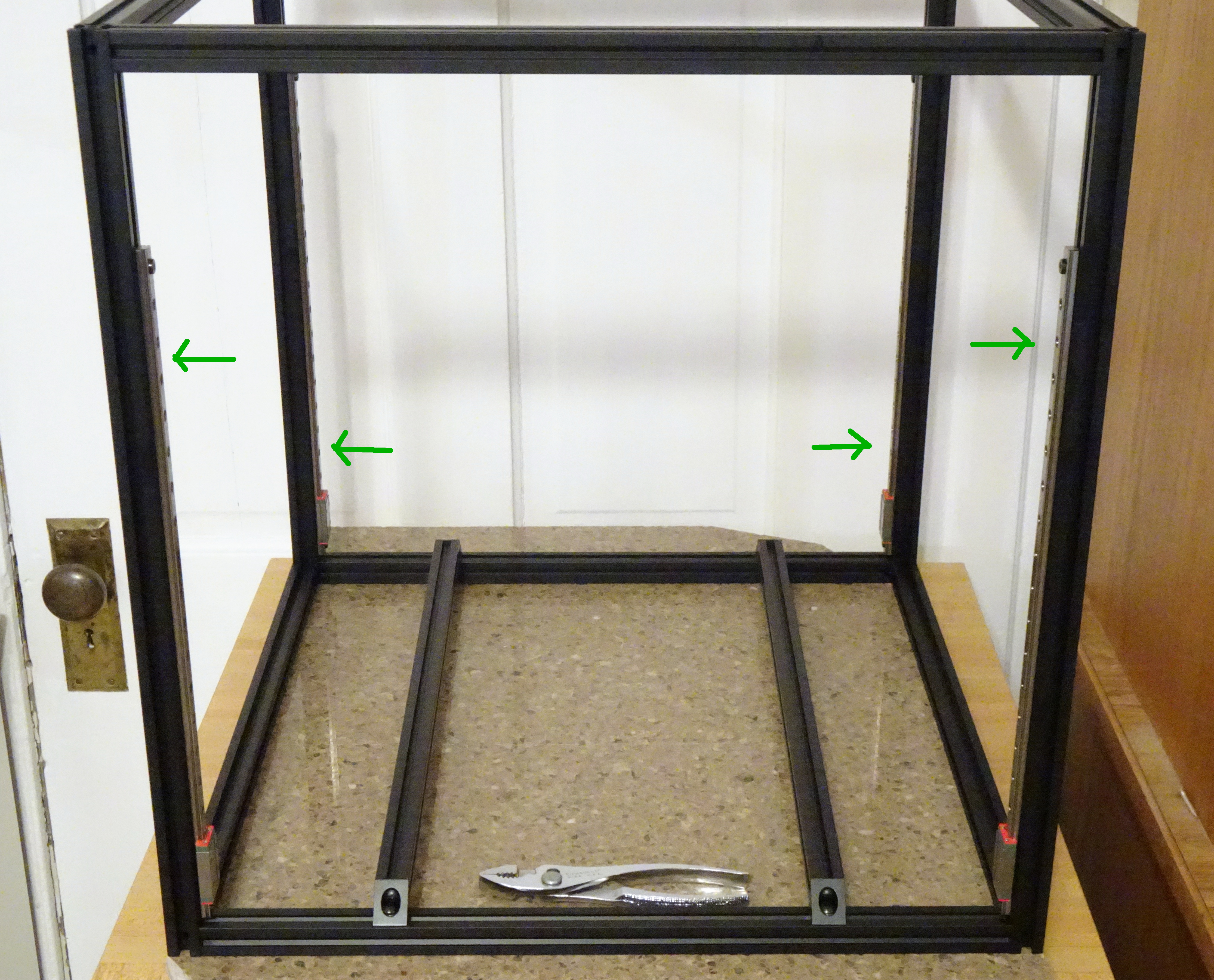
The assembly manual instructs you to install the pulleys on the Z motors with threadlocker on the set screws as the first step of Z stage assembly. If you do, you won’t have any reference to align the motor pulleys with the 80T pulleys and they may be nonplanar, which the belts really won’t like.
Save motor pulley installation until motor installation; leave the pulleys loose while bolting down the motors; and install threadlocker and tighten the set screws after the motors are installed and tightened to the frame. You can ensure proper pulley alignment and it works fine.