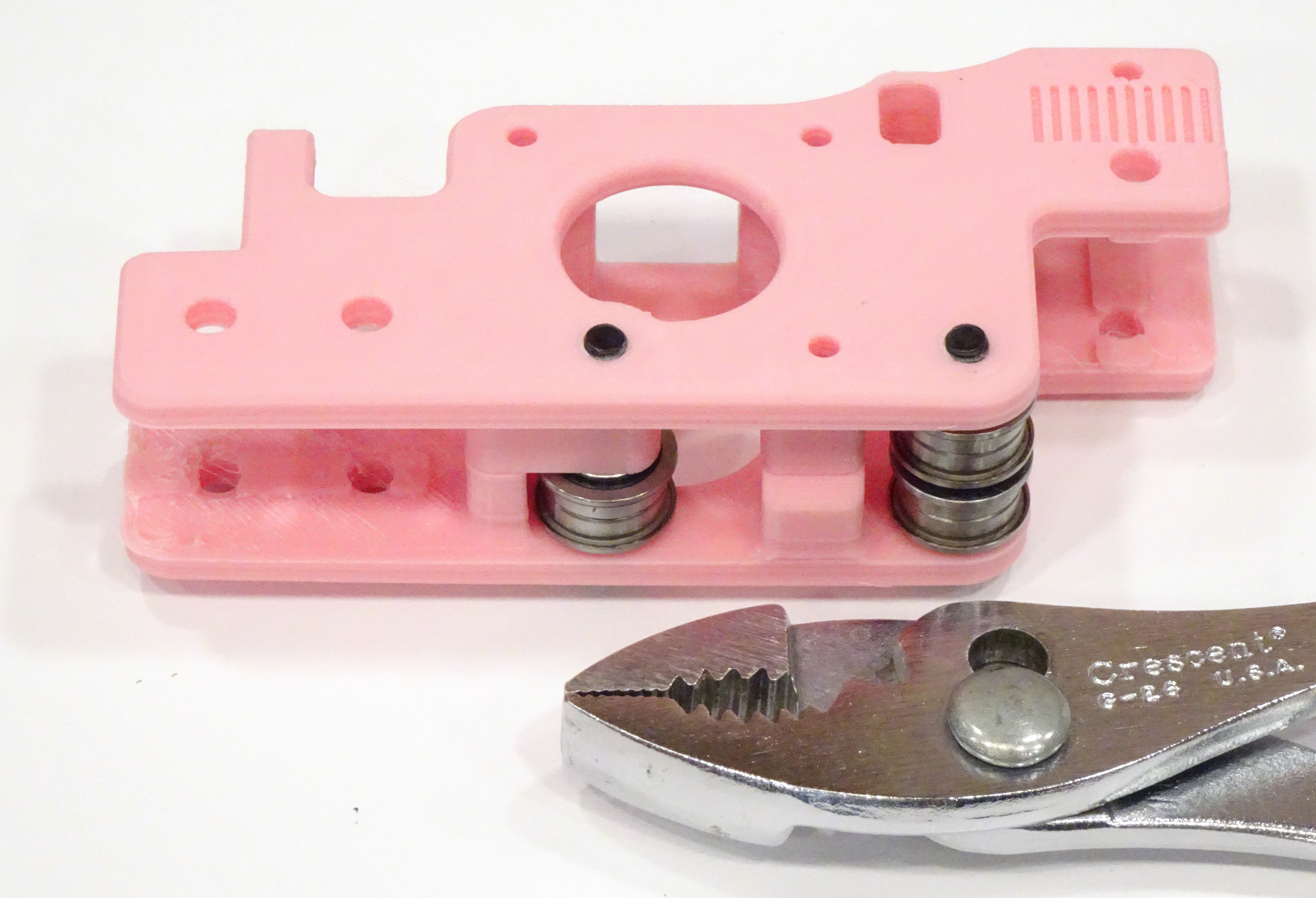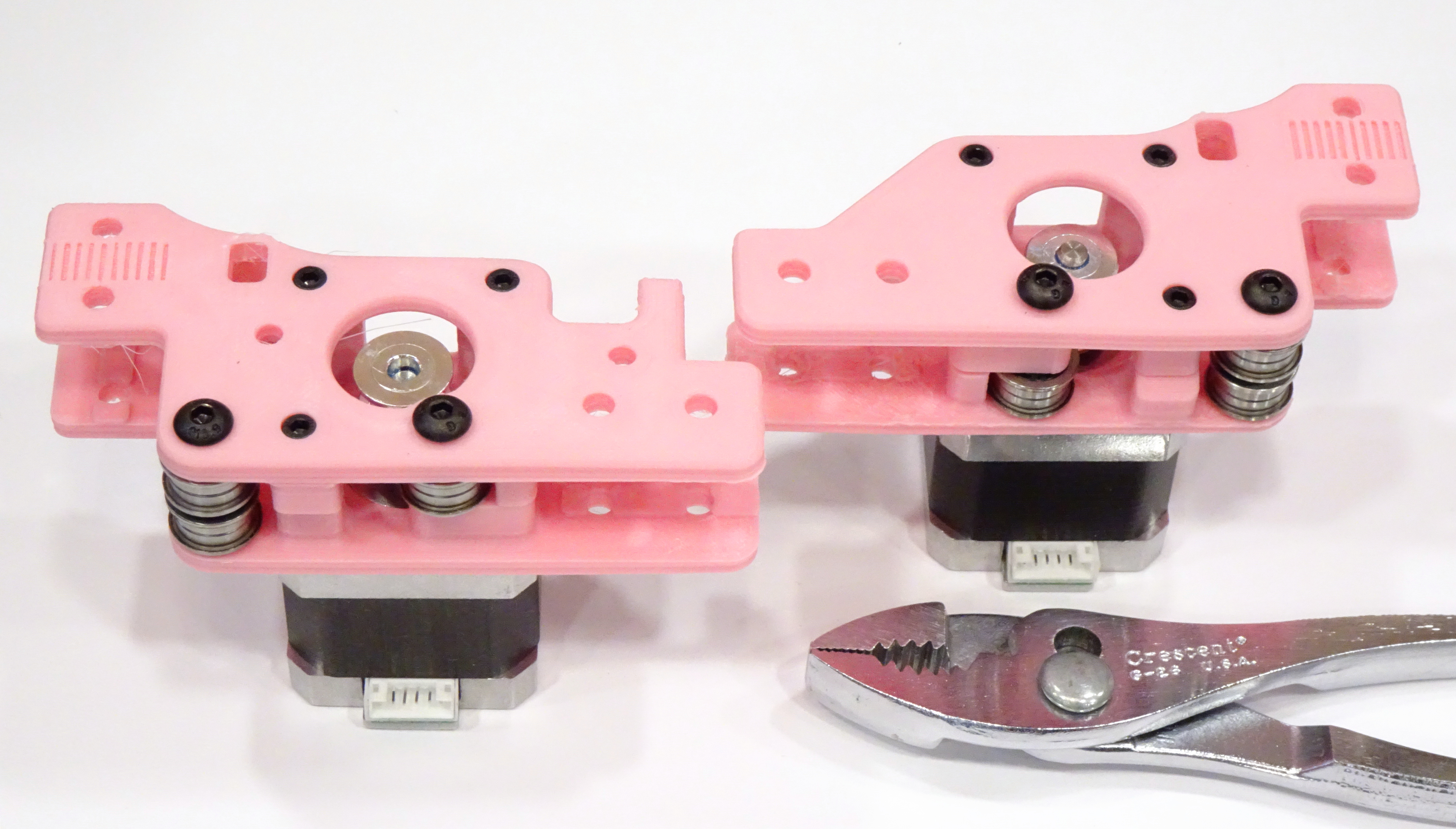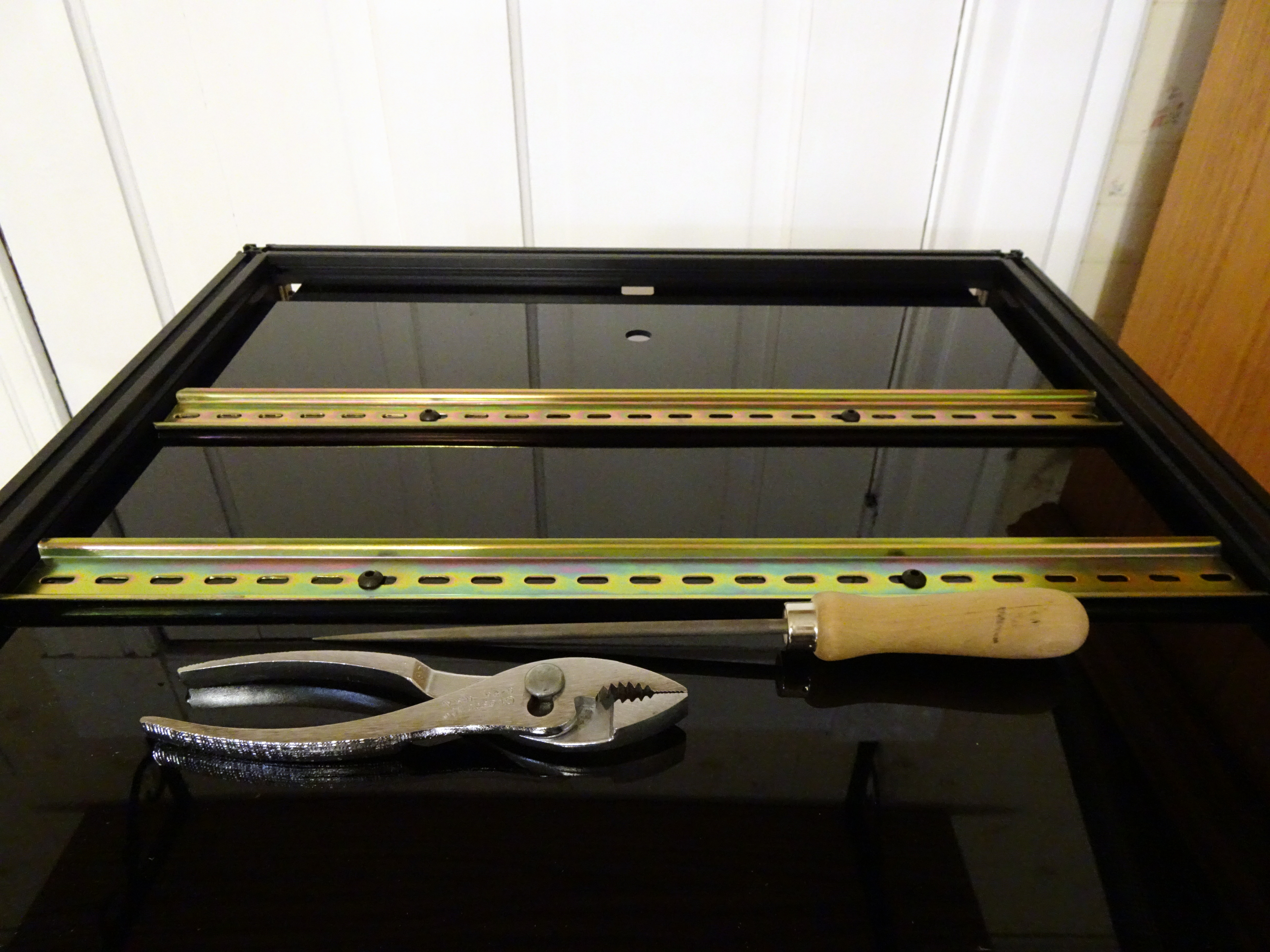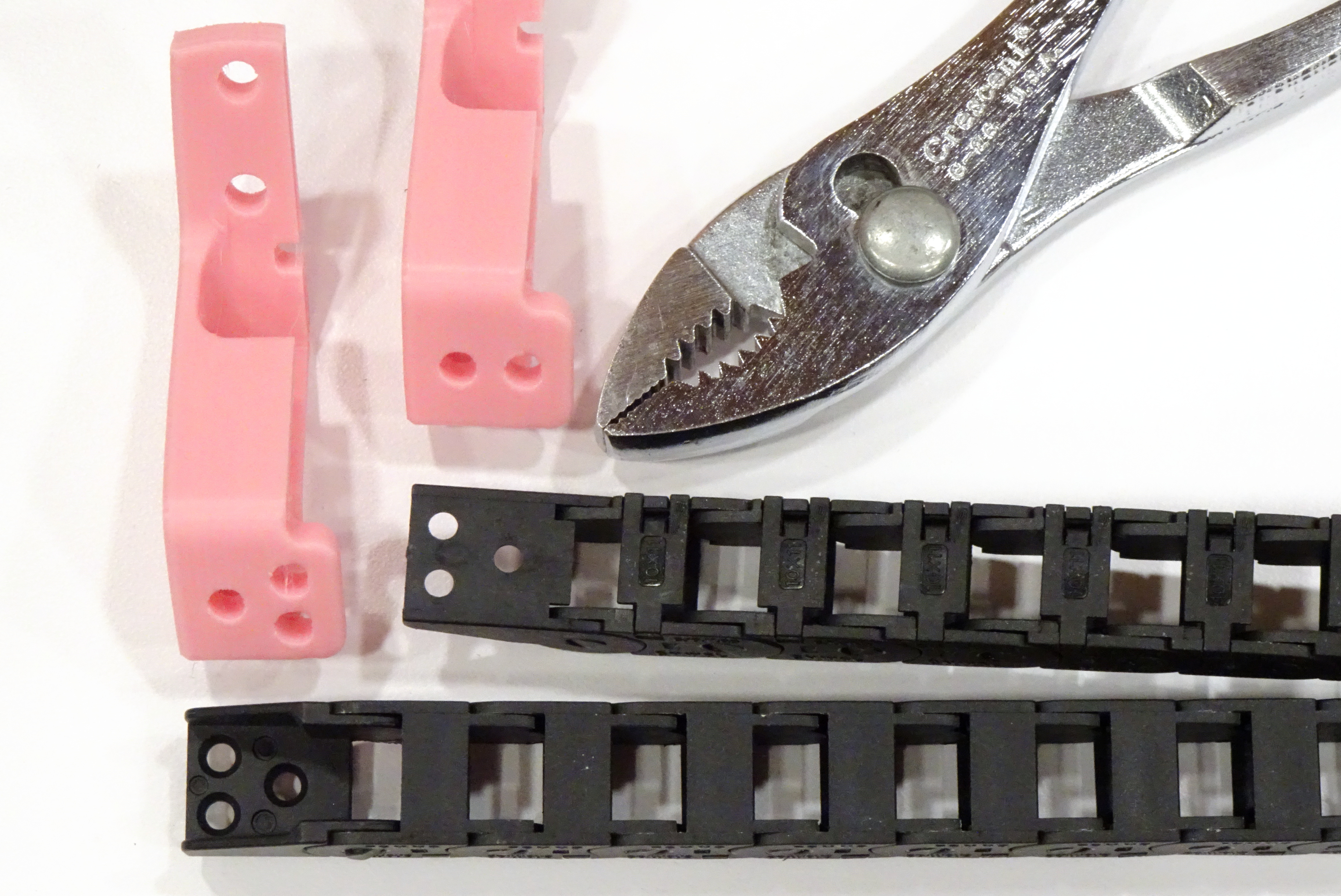
At the time I purchased my kit and at the time I printed my parts, the Fysetc bill of materials for the Voron 2.4 kit listed the specific part number of Igus drag chain, so I printed the Igus chain anchors (upper right) from the Voron parts repository. The chain that shipped clearly doesn’t fit those anchors; so I’ve now printed the generic chain anchors (lower left) from the repository, which I see I positioned for the photo 180° from their proper orientation.
I don’t mind at all when a kit assembler makes equivalent or better substitutions from the original BoM. I do mind when they state or imply that they’re providing one part and they provide another.
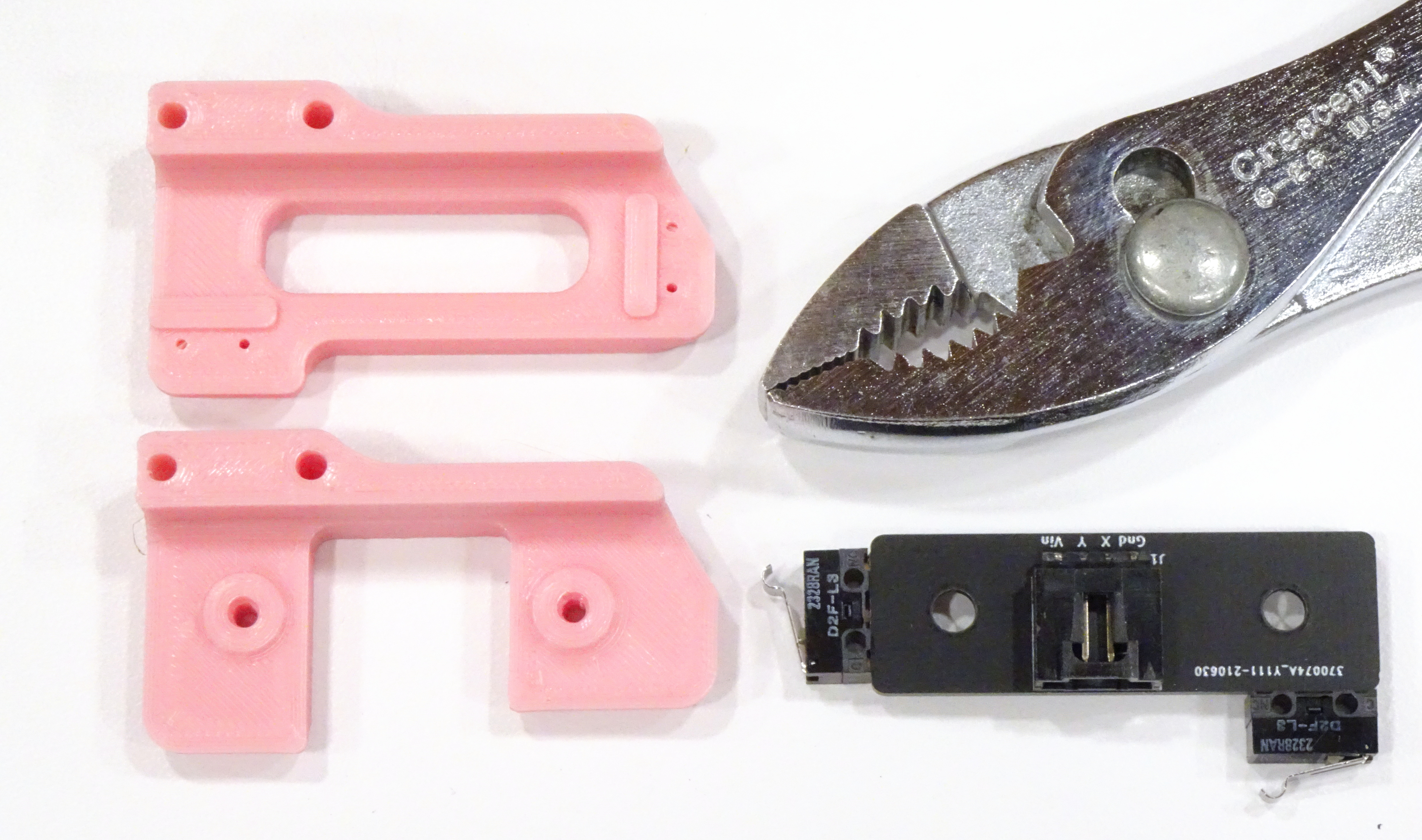
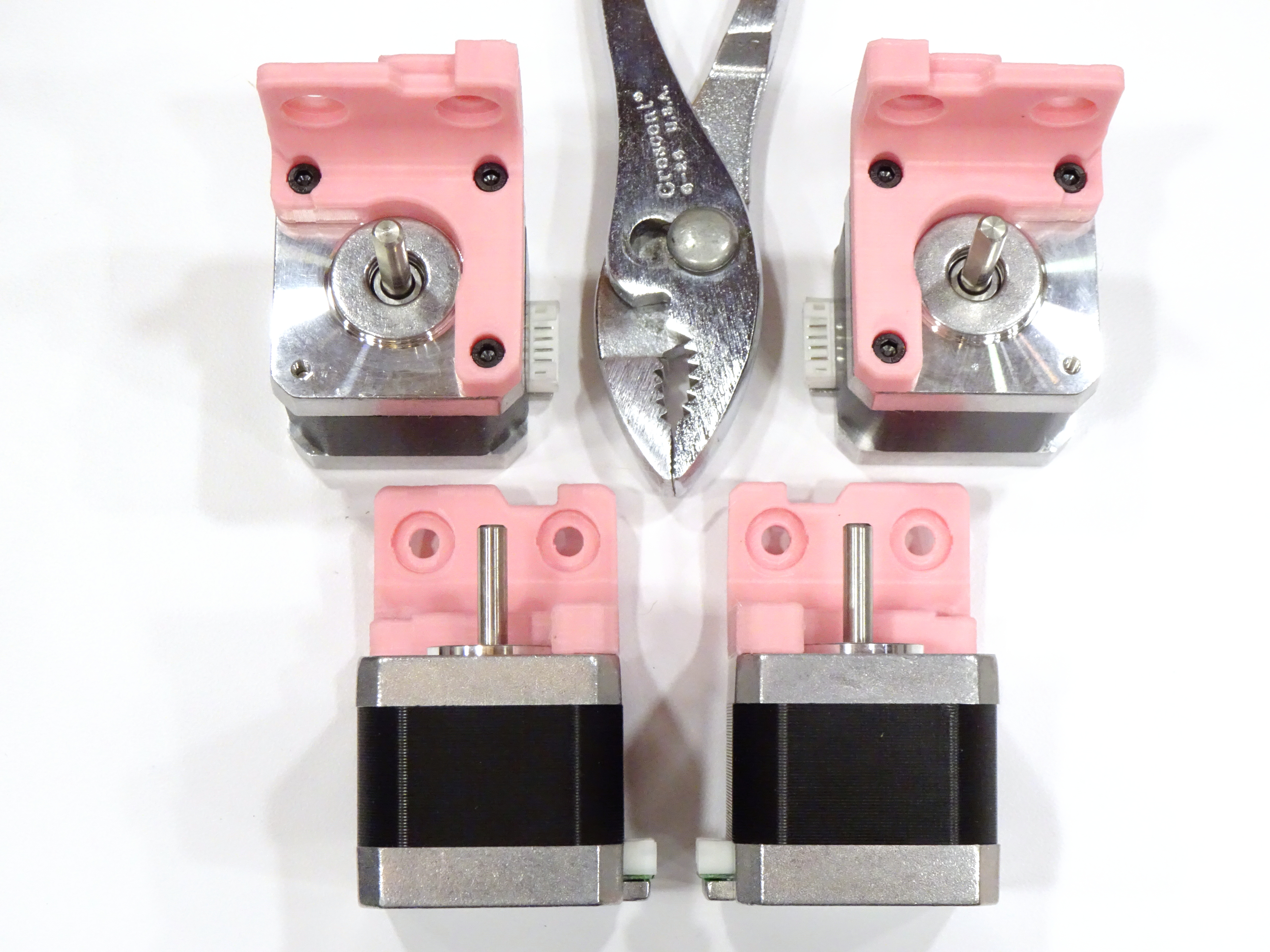
Case in point about not minding a substitution, Fysetc clearly calls out that they’ve provided an X-Y limit switch PCB accepting a single cable rather than separate limit switches requiring soldering and DIY cable; and they provided a link to a new limit switch mount to use with it (lower). I’d already printed the mount for separate limit switches (upper) before noticing this; no big deal.
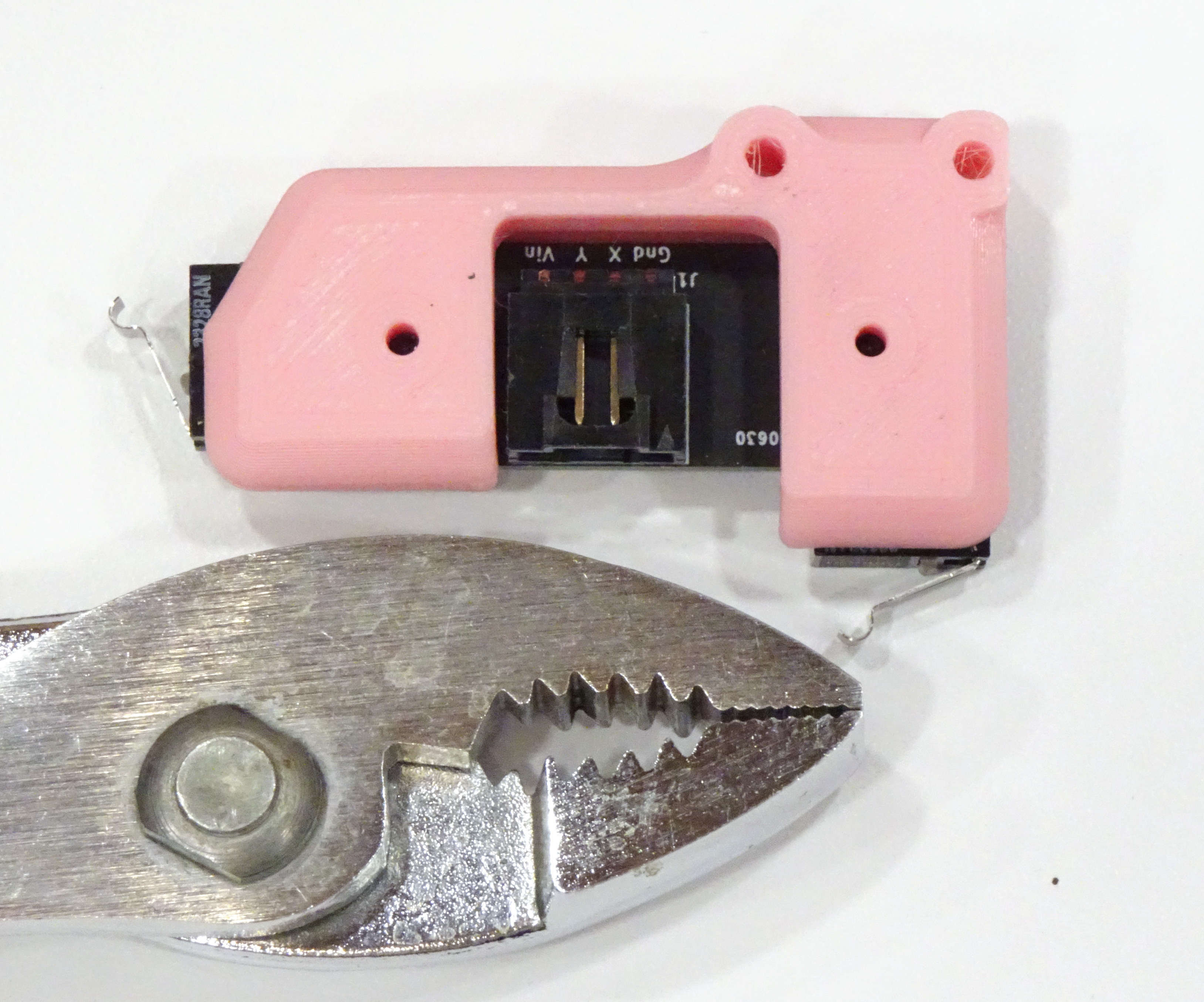
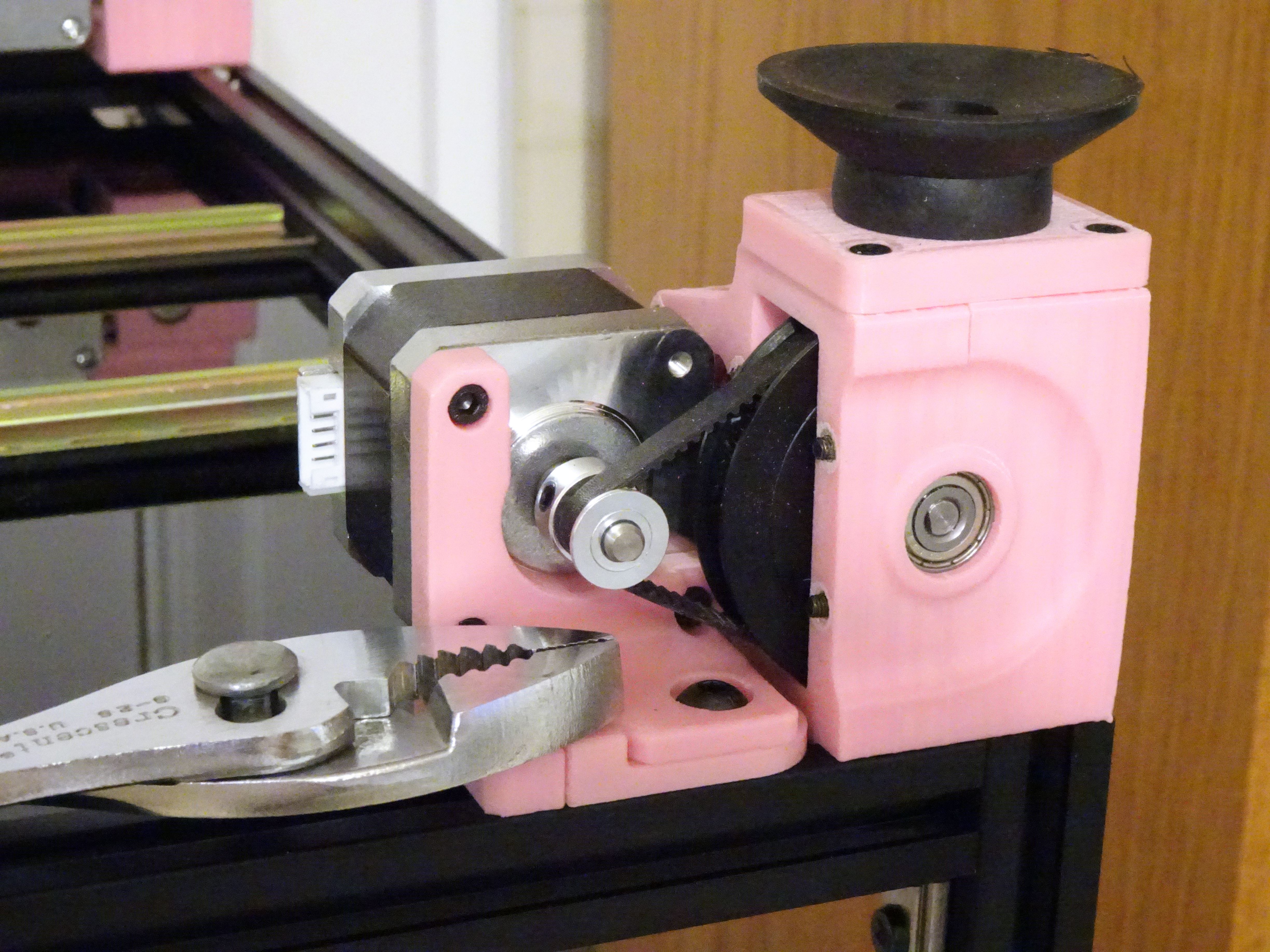
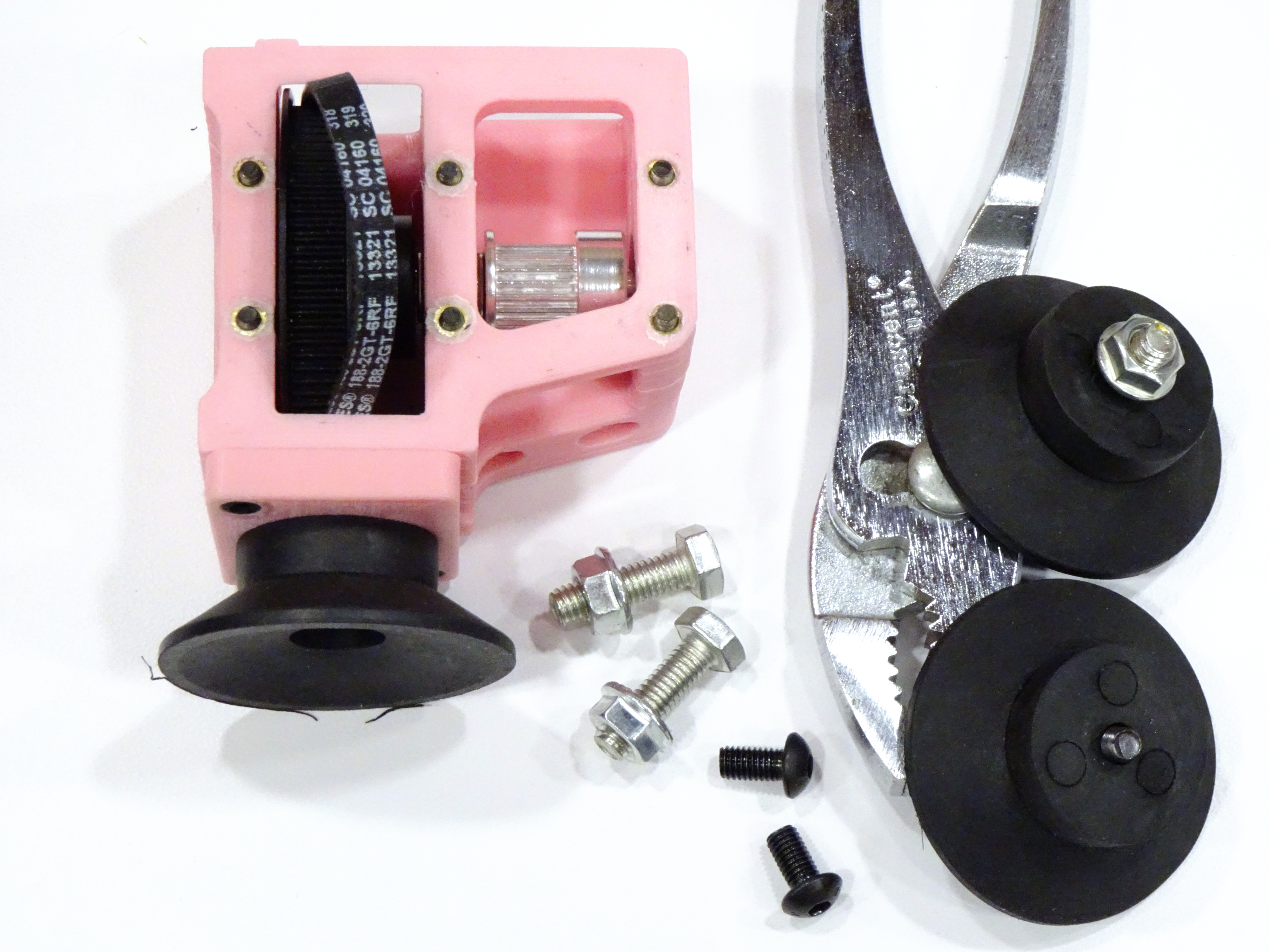
Assembled, it’s sleek and cute.

It does differ from most of the Voron assembly in that it looks to me like it’s made to be installed with flat- or oval-head screws (countersunk on the back side of the head) and there are none in the kit. I made do with M3 sheet metal screws, which are loose in the PCB holes but cinch it down fine when tightened; but for someone who doesn’t have a supply on hand, this could cause an extra trip to the hardware store.