The CupCake plastic-extruding 3D printer can have its printing instructions sent to it live from the controlling computer or stored onboard on a mini-SD card and printed from there. We’ve all seen suggestions to print from the card for improved print quality, but it didn’t make sense to me that USB communications were slow enough (bandwidth) or unpredictable enough (jitter) to make a difference. How wrong, how wrong I was.

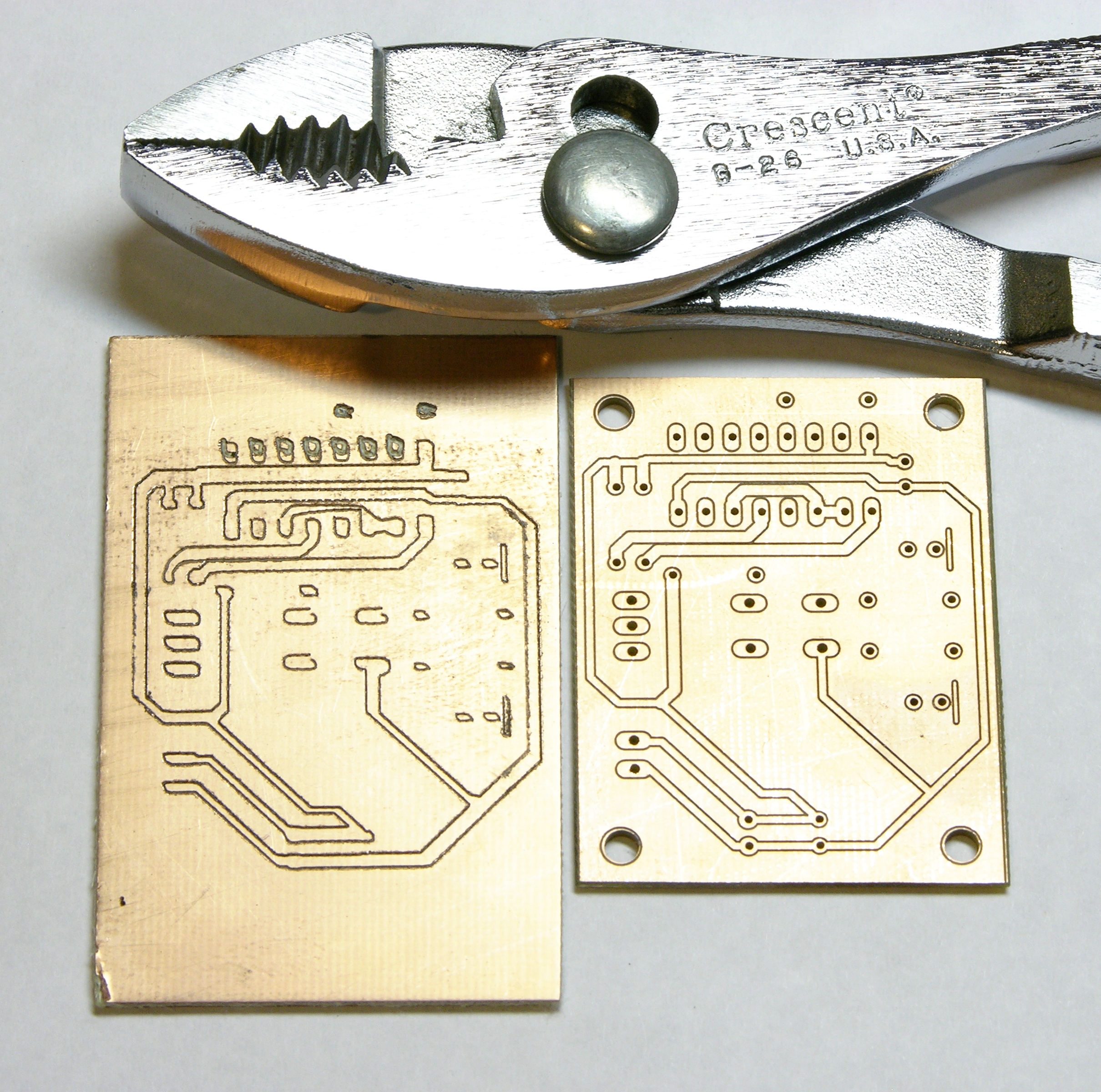
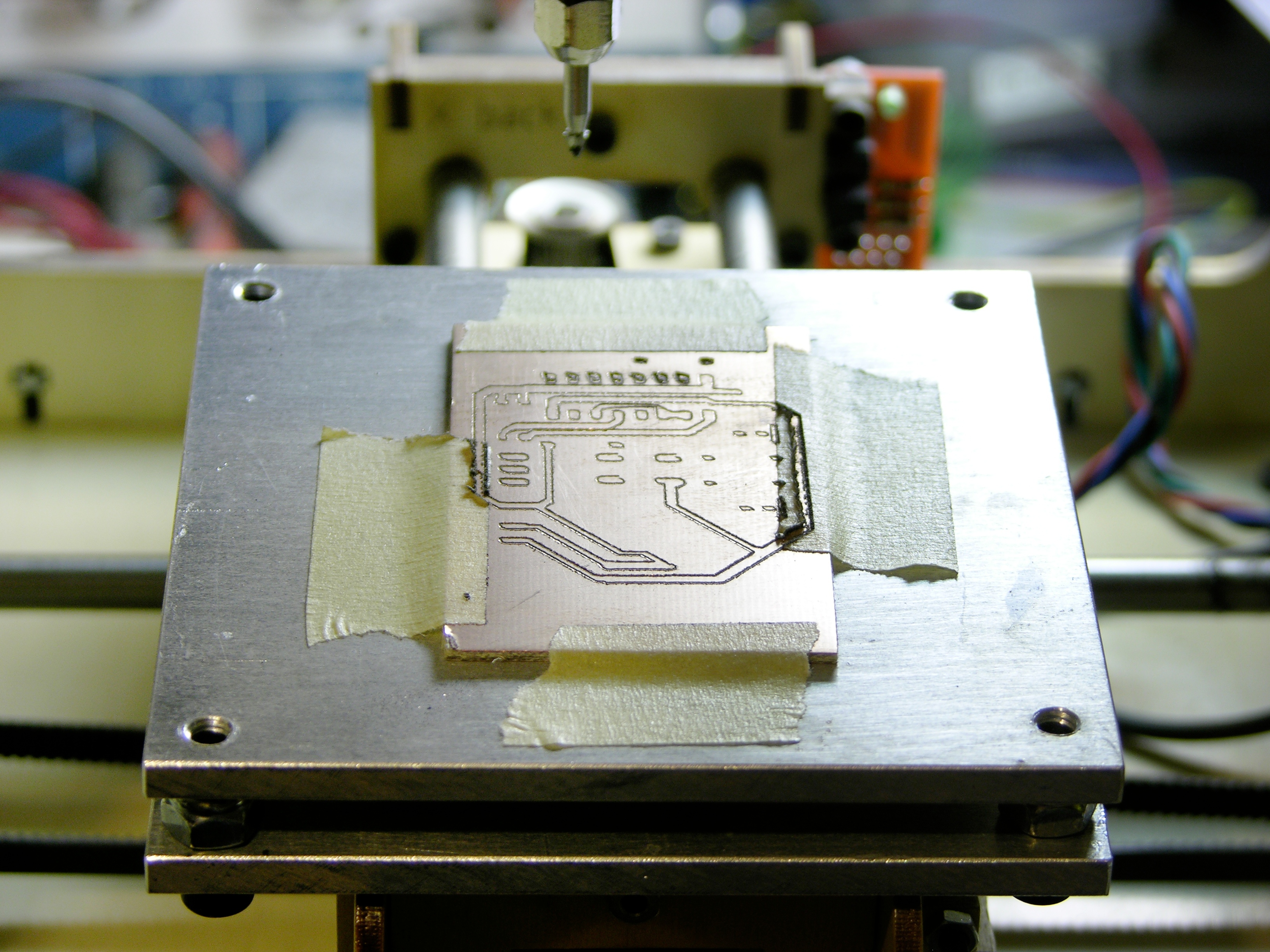
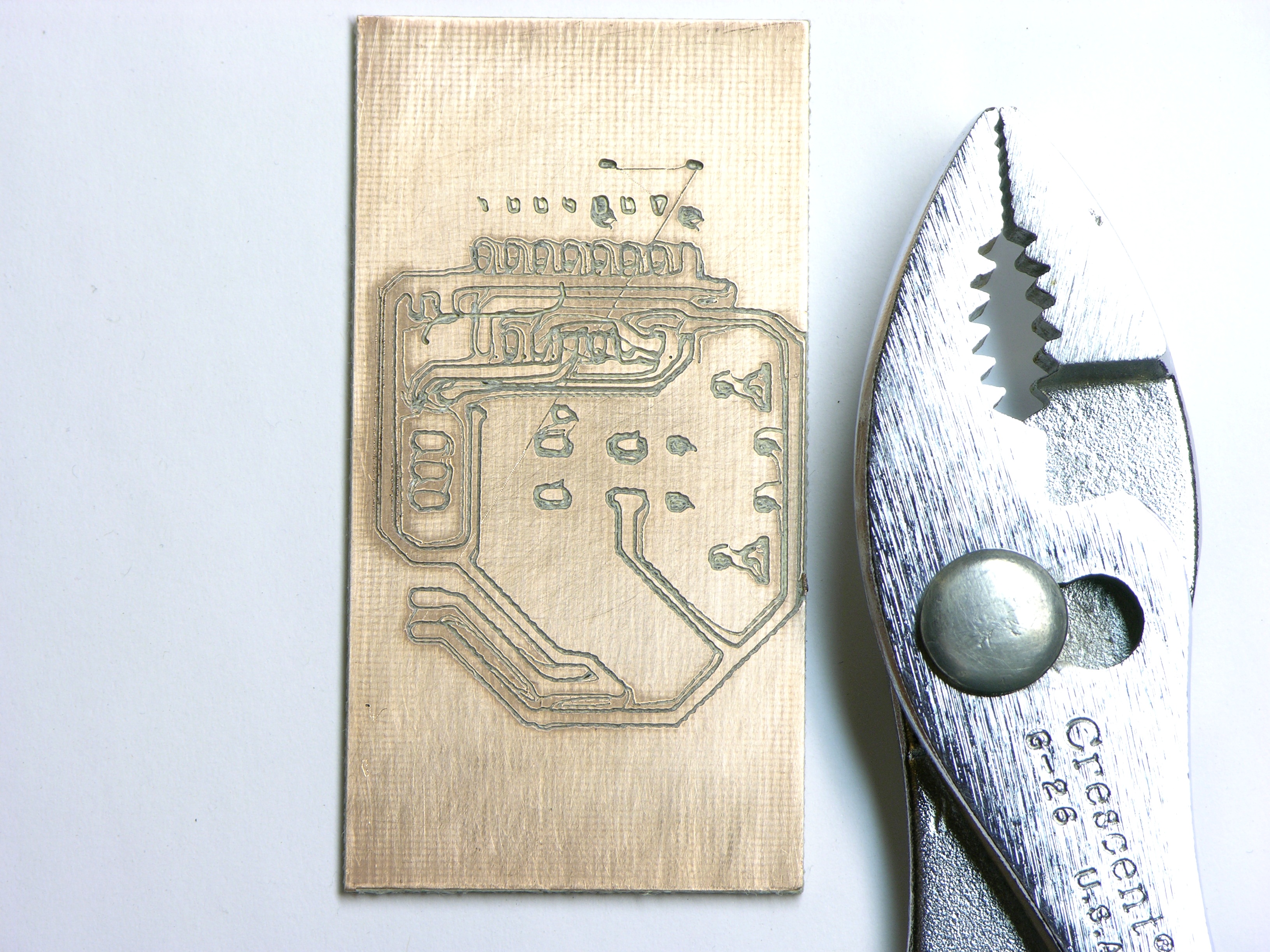
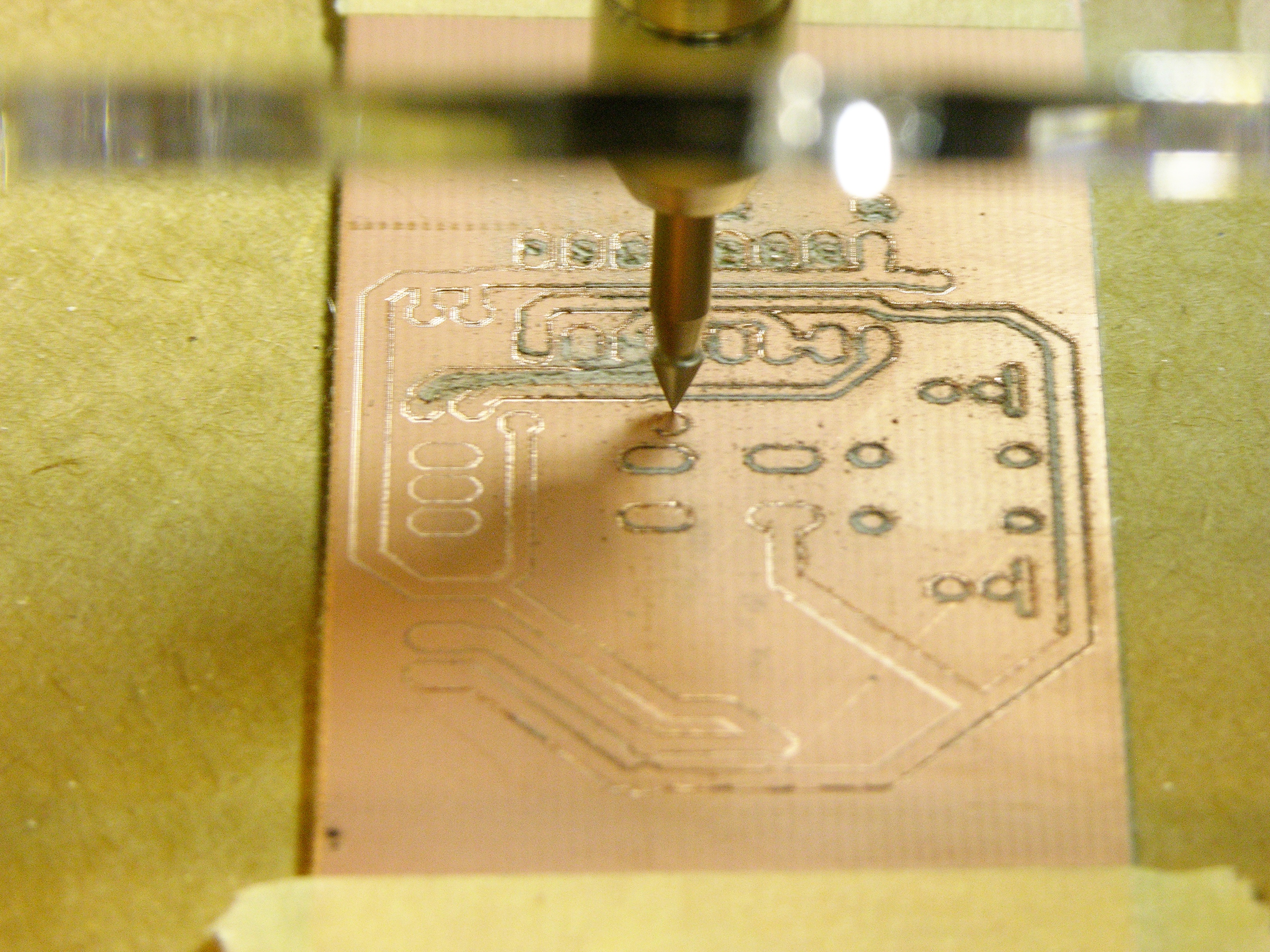
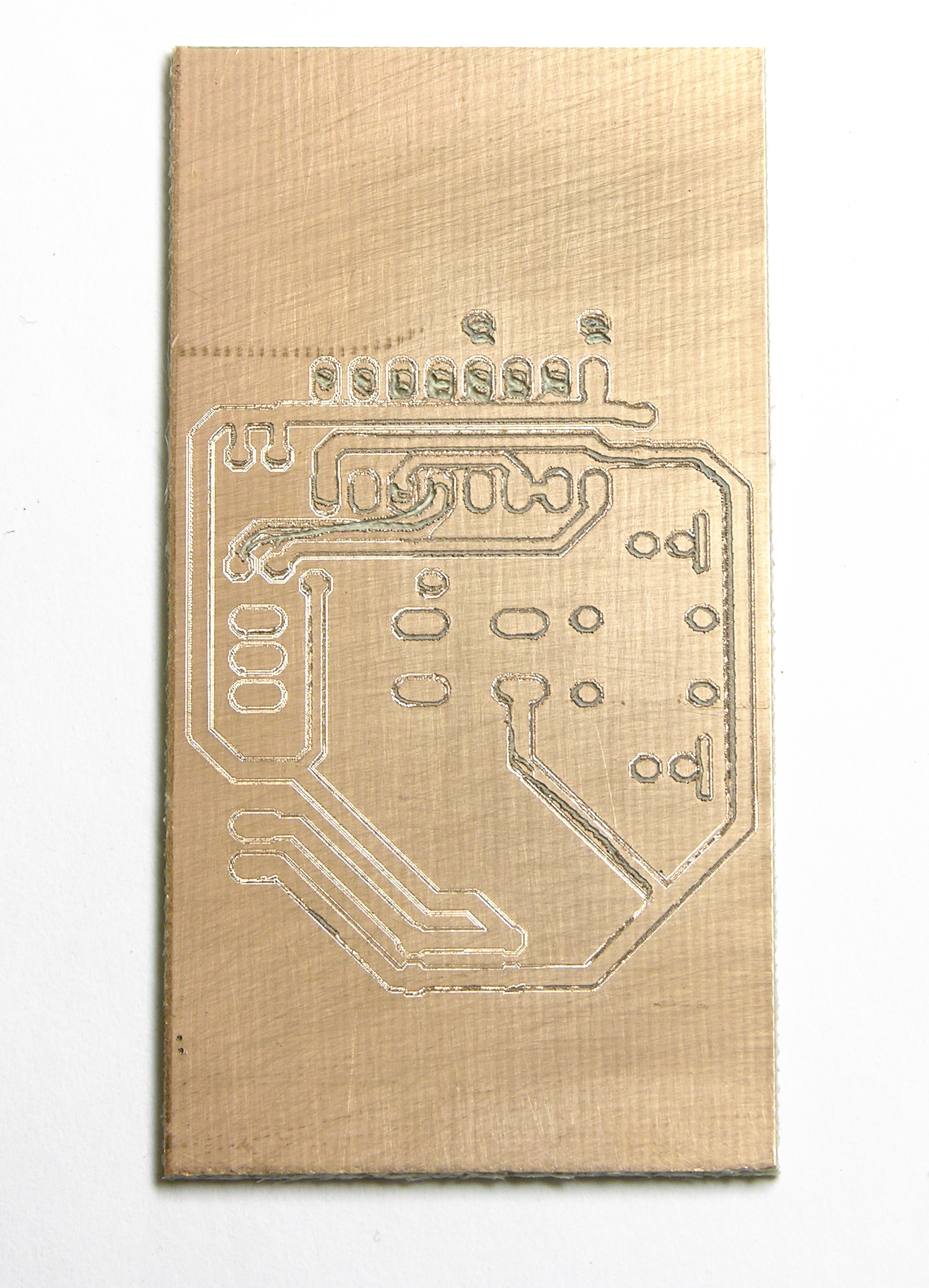
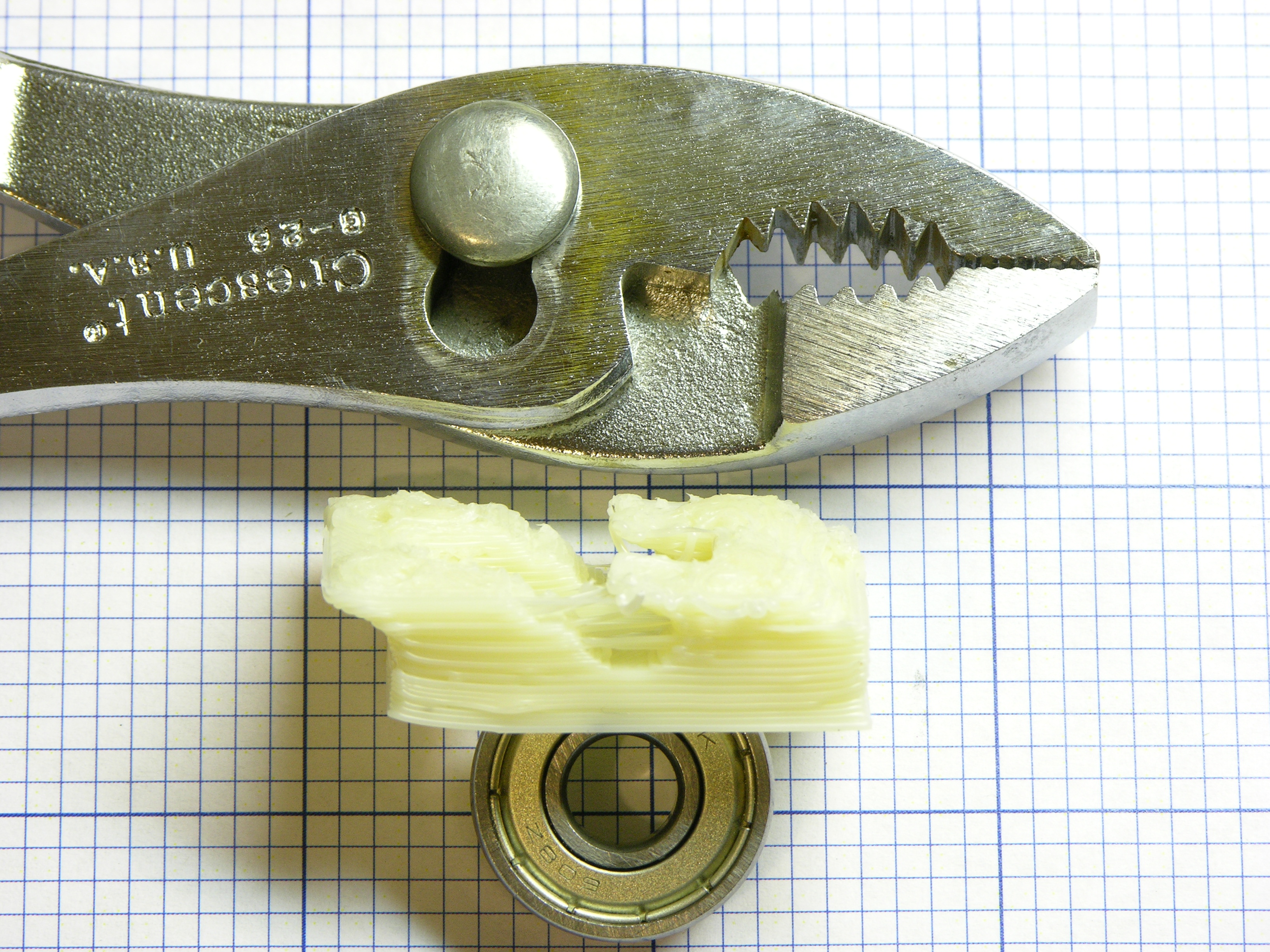
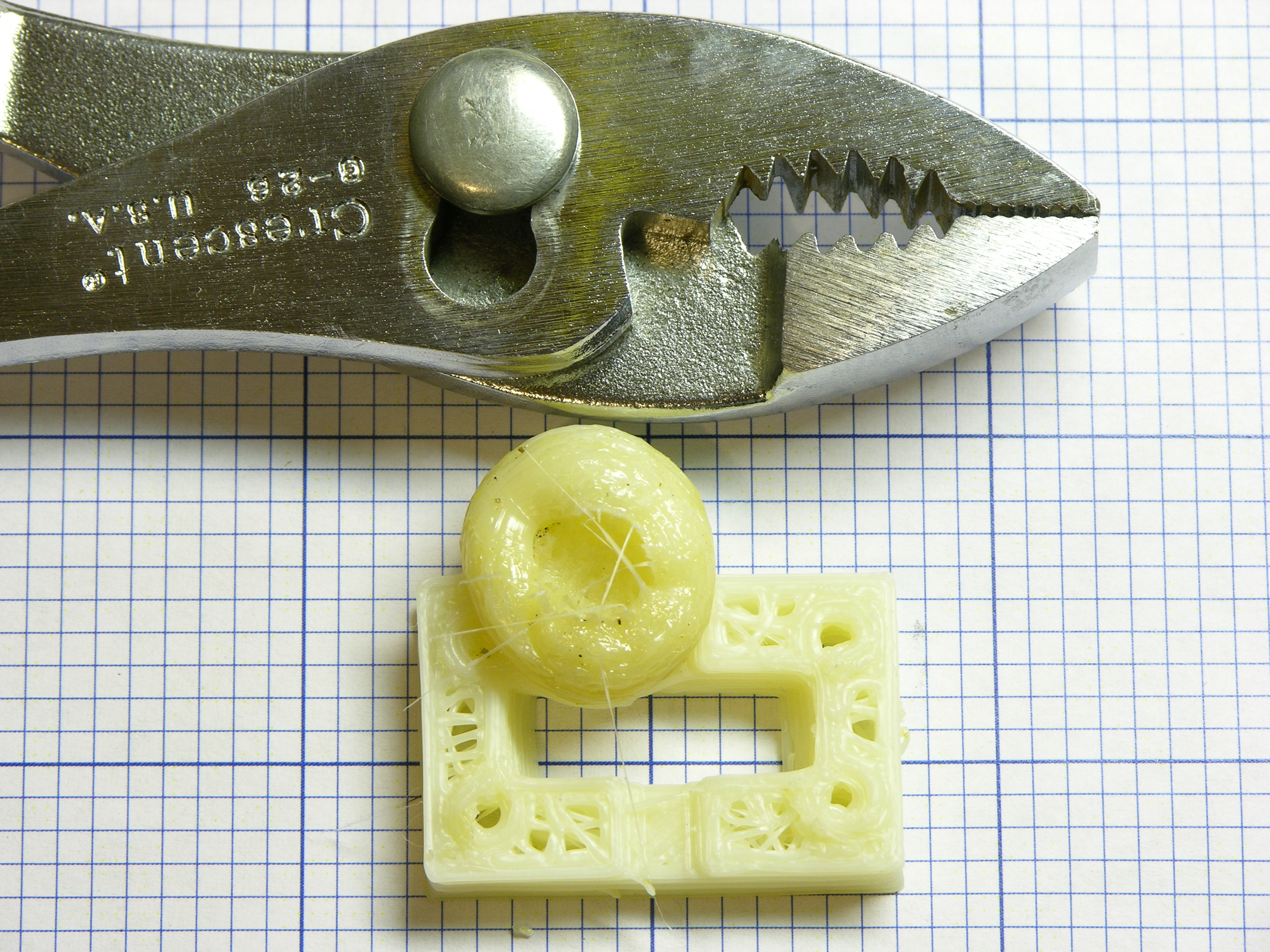
I’m intending to print several different versions of the Wade filament drive to test and upgrade my Plastruder MK3, starting with Wade’s original. In the model of the idler block, each corner has a mounting bolt hole all the way through; but the CupCake slows down so much while circling the holes (without the filament drive slowing down at all, thereby depositing extra plastic) that halfway through the holes were closed over and by the end they were blobbed up above the deposition plane. Besides making an unusable object, this snags the extruder nozzle every time the mound comes by.
The bearing is supposed to spin freely in the slot and I couldn’t press it all the way in.

I’ve had tremendous luck with Skeinforge’s Unpause module before, which is supposed to mitigate the time the CupCake’s relatively slow Arduino CPU needs to calculate the toolpath for every segment of a curve, but here it didn’t help a bit. Circling the holes seemed just as slow and the result was almost identical.
I was able to press the bearing all the way in, but it was a tight fit.
The Stretch module widens curves and corners to take into account the inner edge of the filament following a smaller-radius path than the center. It looked promising on the first couple of layers, but soon I had so much blobbing that the Y-axis stepper lost steps.
The bearing fit easily into the intact underside of the slot.
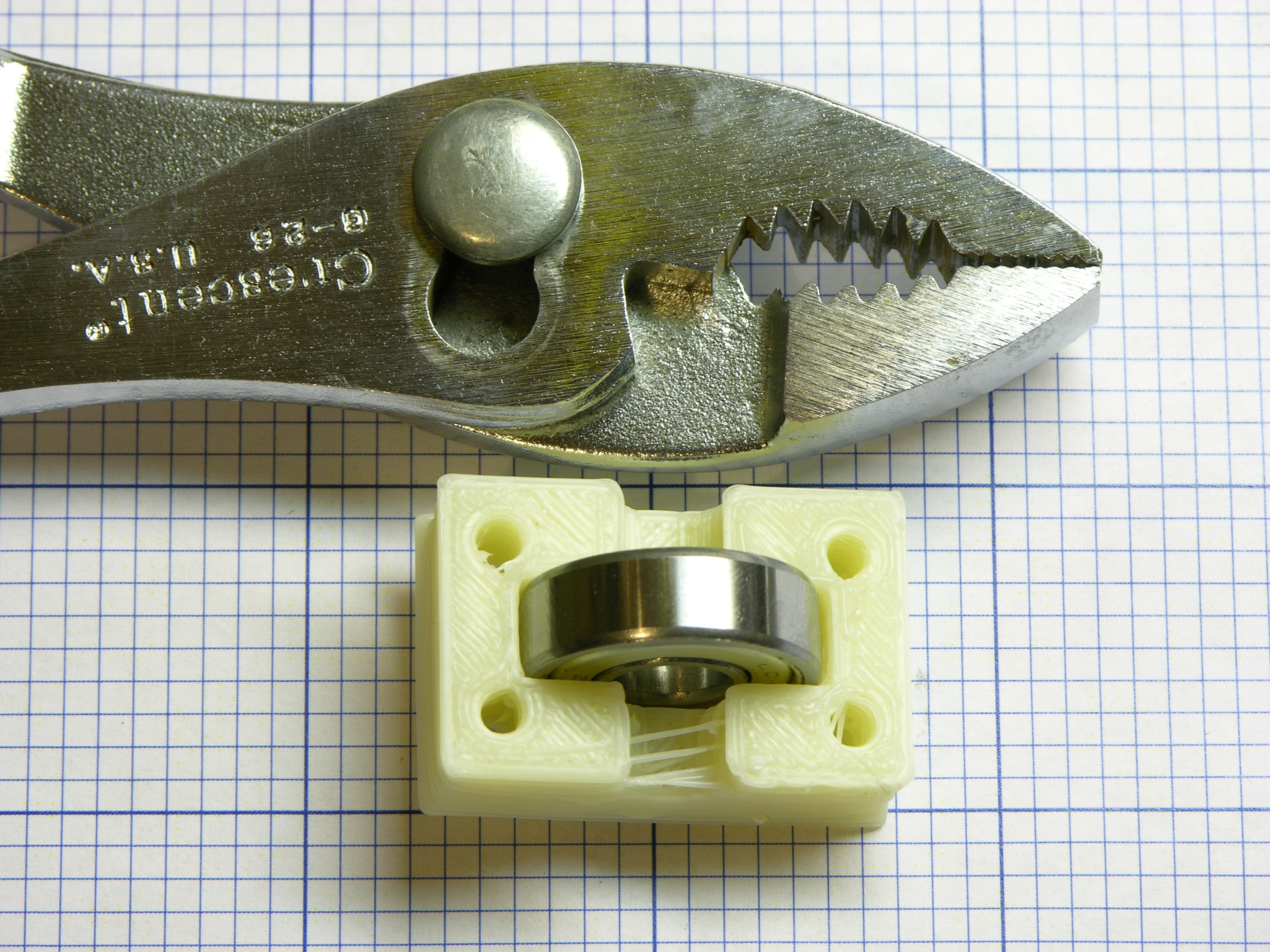
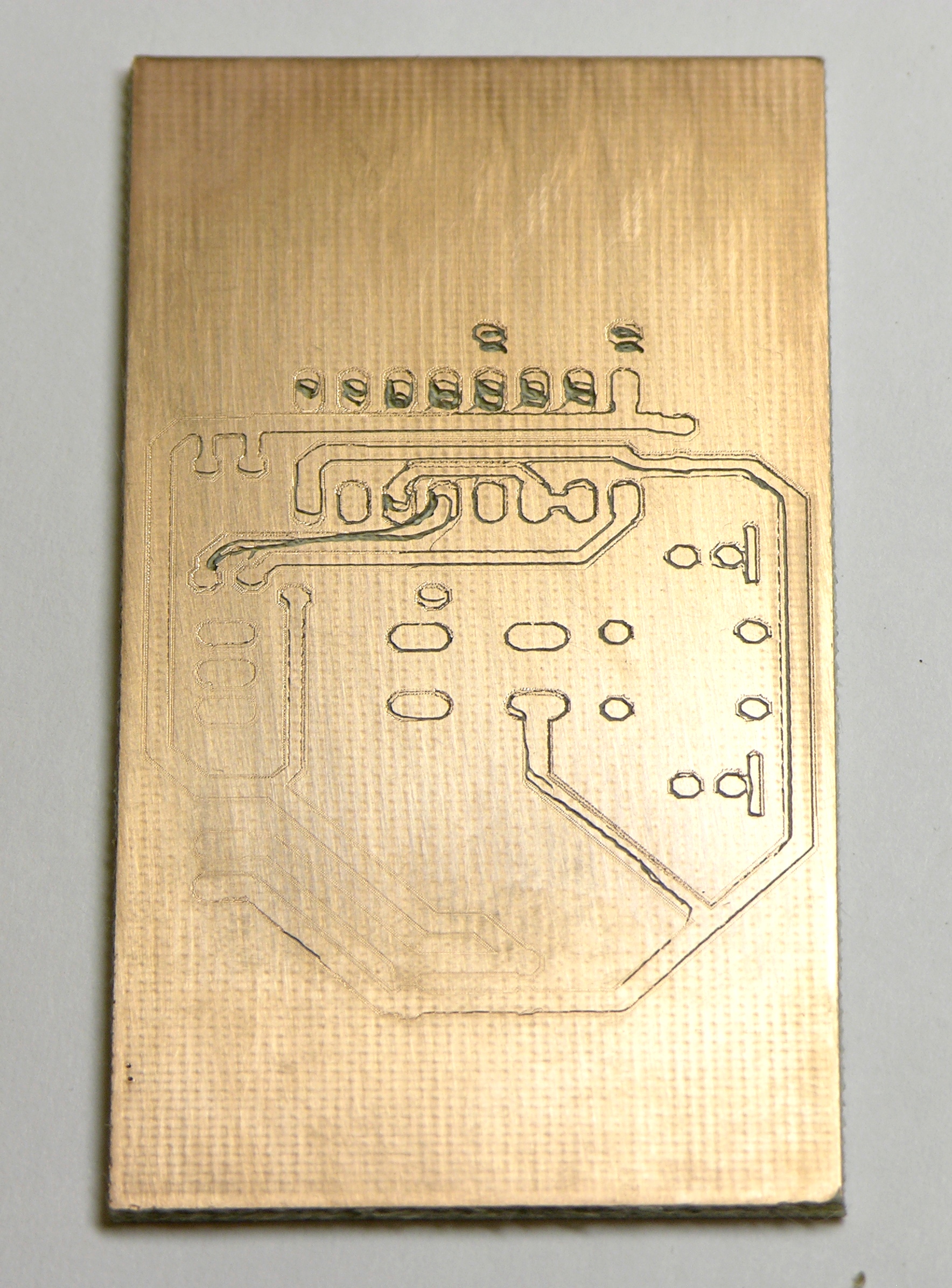
Scrounged up an SD card, copied the code to it, and printed from the card. No Unpause, no Stretch, no tricks. More than an order of magnitude better than any holes I’ve printed before.
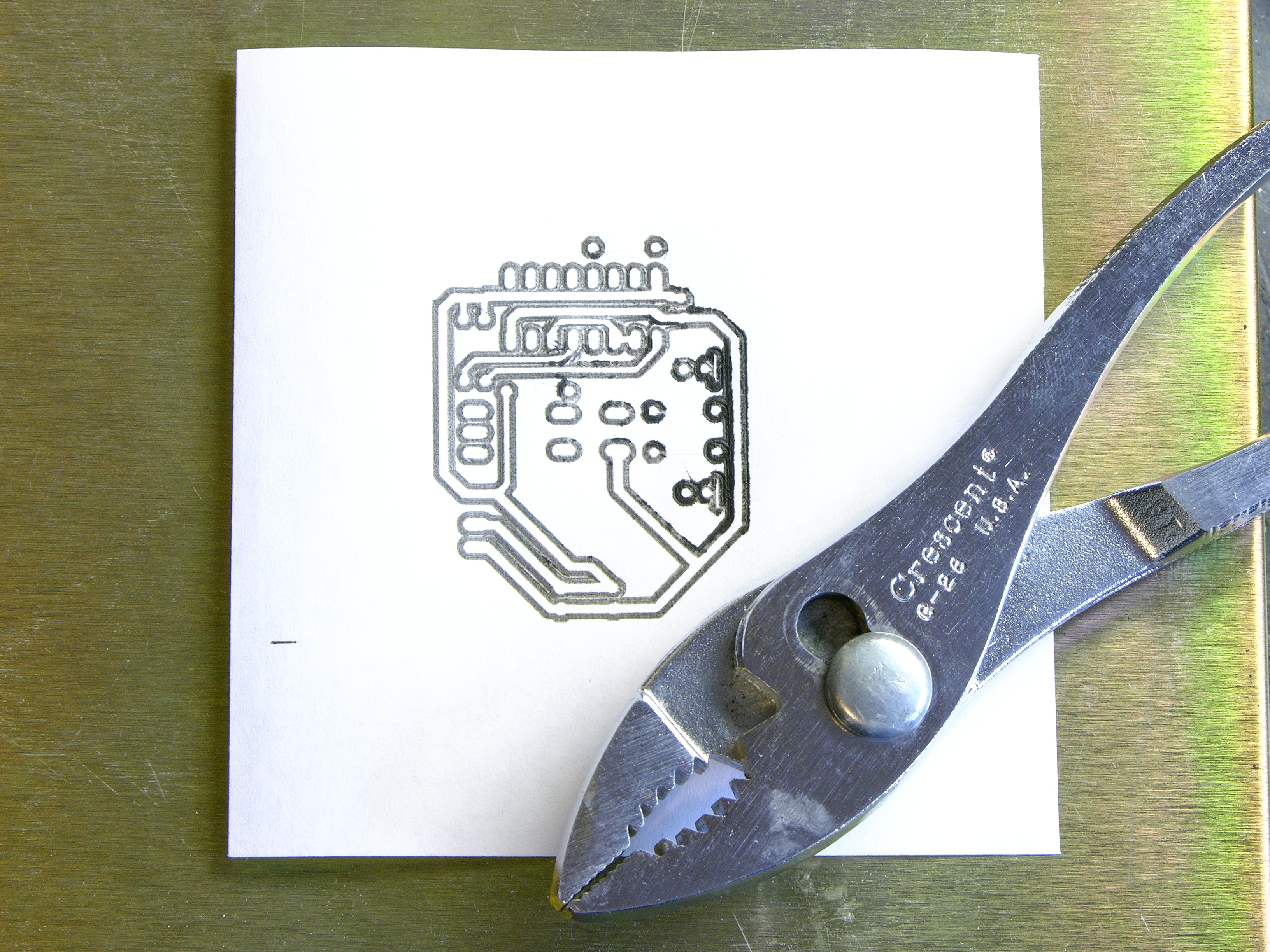
The bearing fits perfectly except where I impatiently squeezed the block too hard with pliers trying to pop it loose from the build platform too soon.
“Printing” the code from the MacBook to the card took 15 minutes. Printing from the card took 18 minutes. The similarity of those two times demonstrates that USB-serial transmission speed to the CupCake (and reception thereat) is much slower than I realized. It’s easy to see how the transmission becomes the bottleneck when sending many small steps around tight circles.
Given the widespread knowledge in the larger RepRap community about the advantages of designing (particularly) small holes as low-edge-count polygons instead of circles, I am genuinely surprised that Skeinforge doesn’t have a module to reduce tight curves, with specifications for things like maximum number of segments, minimum degrees of arc per segment, and minimum segment length.
Yes, I’ve had a couple of significant breakthroughs in my CupCake usability this weekend. I’ll cover them when I have a few moments.
Huge Blob
And a word to the wise: If you’re still printing directly from your computer, don’t walk away when your laptop battery is about to die.