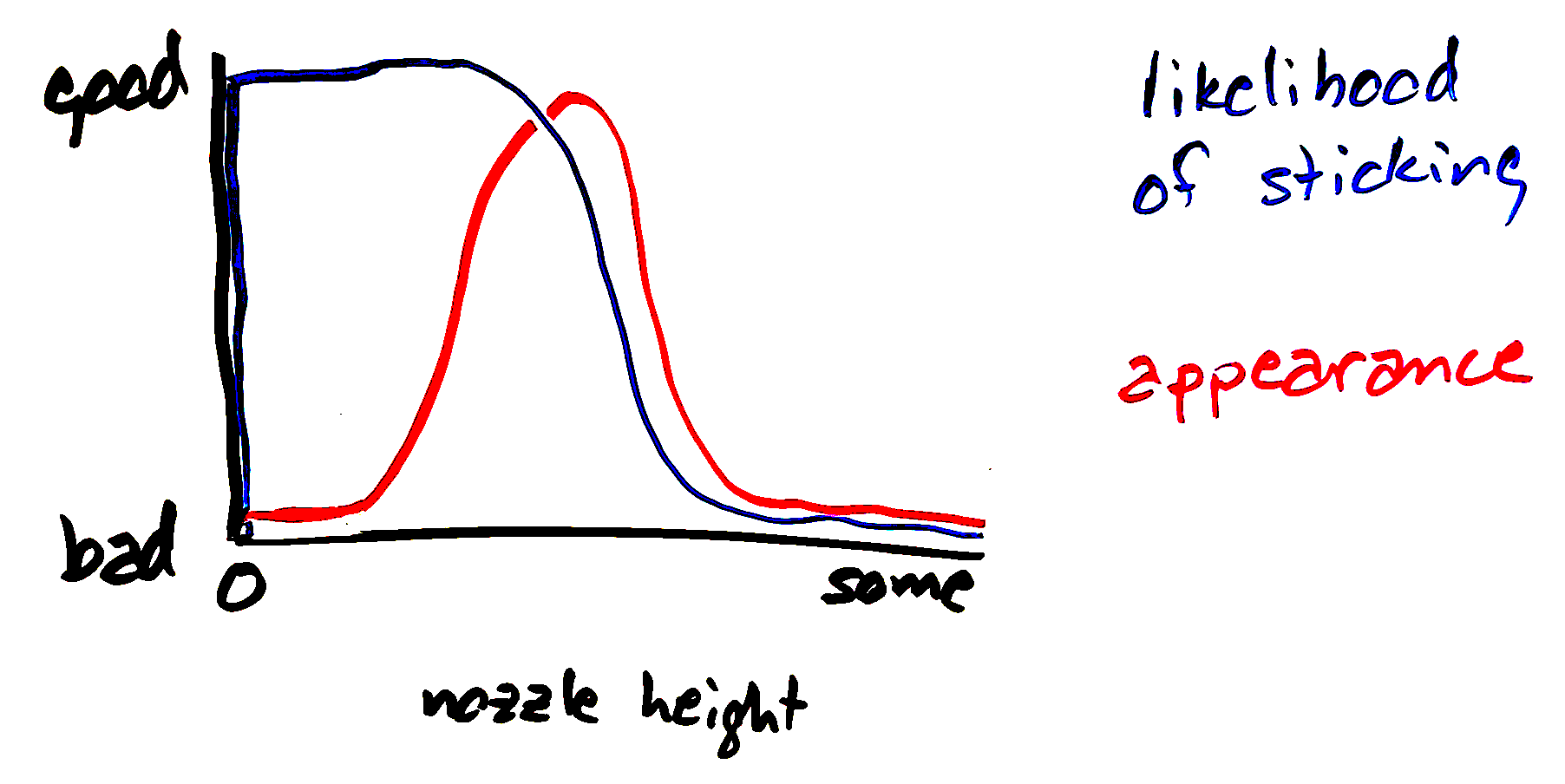
I’d always assumed that lowering a 3D printer’s nozzle closer to the build surface causes the extrusion to stick better and better until it’s pressing hard enough, at which point the stickiness asymptotically approaches maximum; and of course once there’s no space left between the nozzle and build surface, one can no longer be said to be sticking filament to the surface.
Thus if a particular filament sticks well to a particular surface, optimize for the best appearance — first layer nicely joined with no roughness from overextrusion nor from the nozzle troughing the filament it’s laying down. If a filament doesn’t stick well to a surface, lower the nozzle until it does; and no need to fine-tune for adhesion — overshooting will only hurt the appearance, not adhesion.
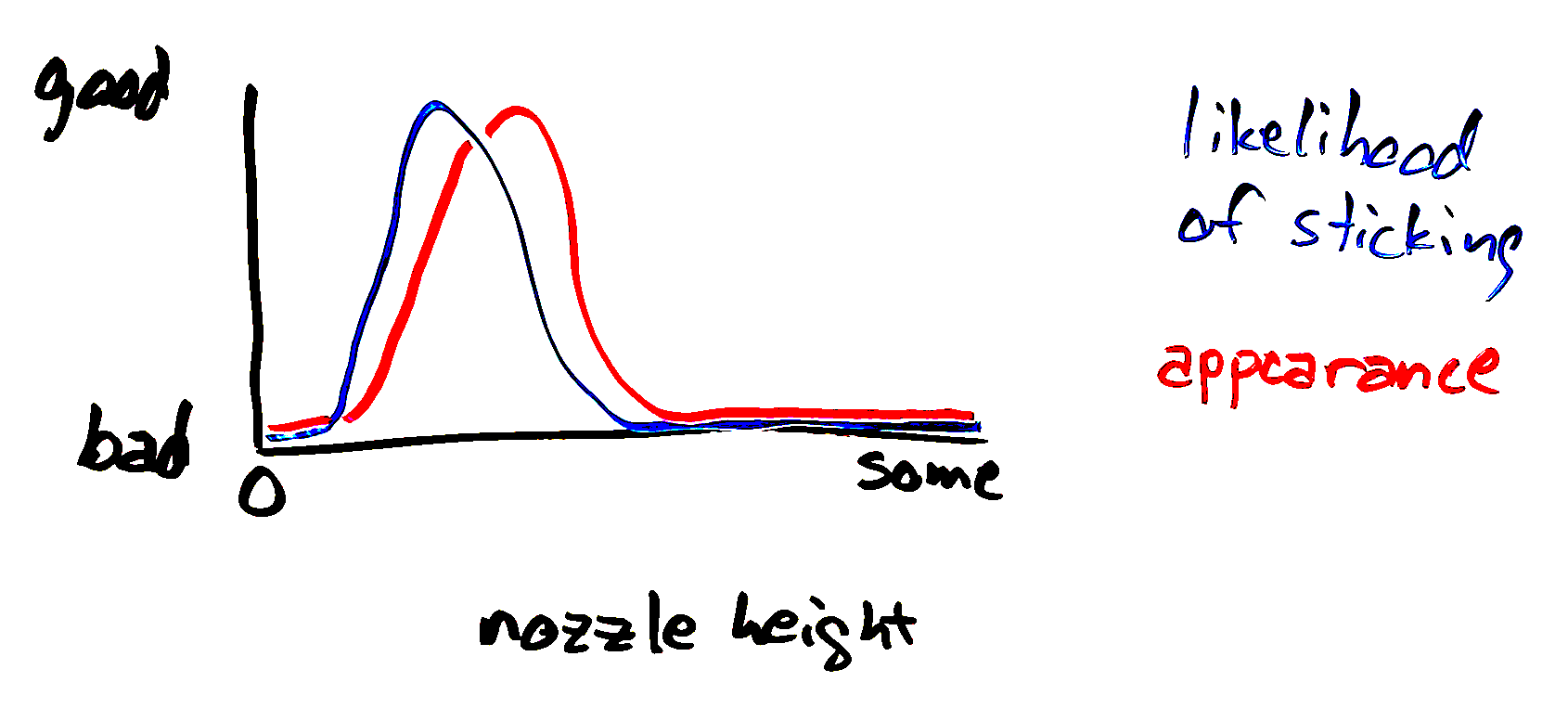
My friend Cort has started to convince me of a different model — that pressing the filament too hard makes it stick less well, whether through an action similar to tiddlywinking your way along the length of a rubber gasket lying on a workbench or by some other phenomenon.
In this model, driving the nozzle too close to the build surface is self-defeating and to get a troublesome filament to stick, one should lower the nozzle very carefully in fine steps to avoid overshooting the peak of the adhesion curve. Cort’s patient tuning this past weekend of one of my Enders on which I could no longer get anything to stick bears that out.
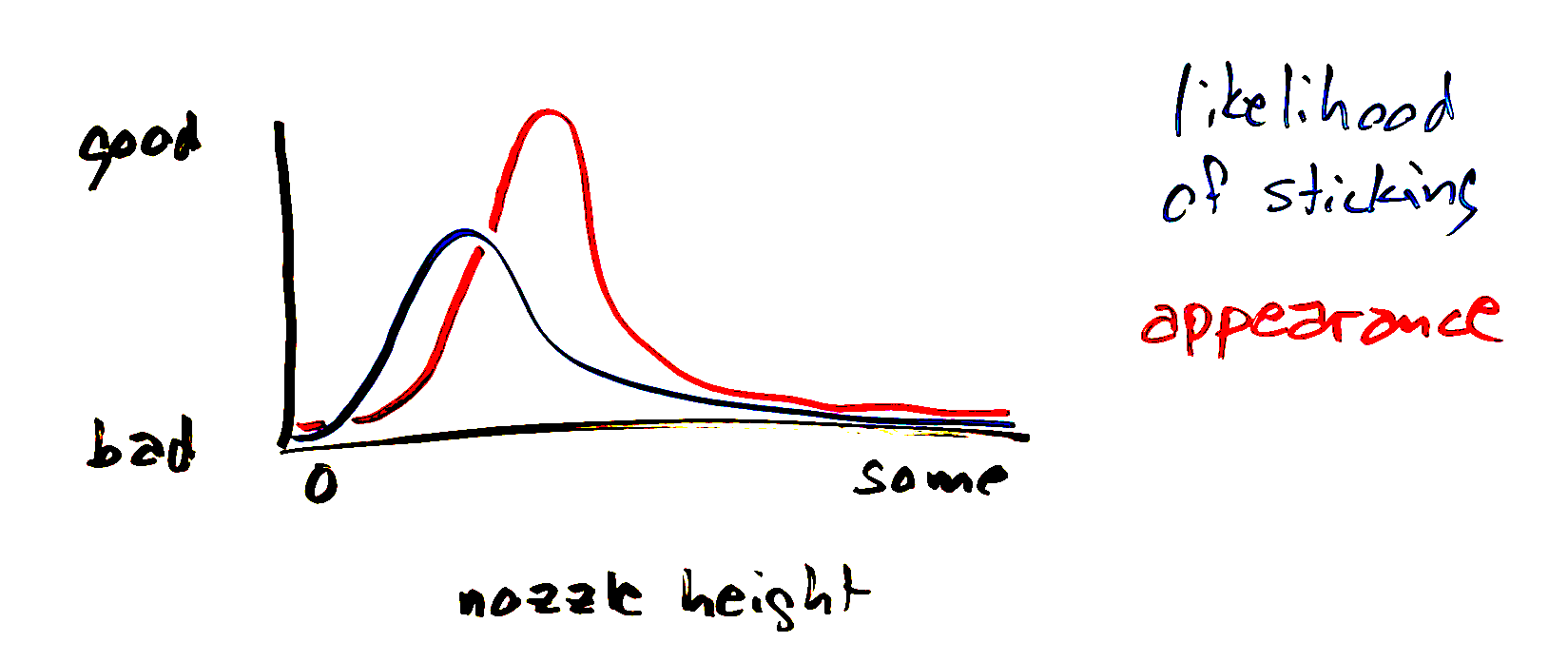
Of course, with some filaments and slicer profiles, the graph looks more like this — peak adhesion isn’t actually good, at best kinda good.
More on this topic soon.